






1、首先为了防止铸铁平板发生变形,要把铸铁平板的支撑点垫好、垫平、垫实。保证每个支撑点受力均匀,保证整个铸铁平板的平稳。在由专业技术人员把铸铁平板调整至合格精度。
2、铸铁平板调试完成后就可以正常使用了,室温要保持在20度左右,在平板台面上检测工件要轻挪轻放,要均匀使用整个铸铁平板的有效面积。不要集中使用平板的一个区域。
3、在使用铸铁平板检测工件时要轻拿轻放,不要在铸铁平板台面上推动比较粗糙的工件,以免对铸铁平板的工作台面造成磕碰、划伤等损坏。使用完毕后要将工件从铸铁平板台面上拿下来,避免工件长时间重压工作台面使铸铁平台变形。
4、使用铸铁平板完毕后要及时把铸铁平板的工作台面清洗干净,然后均匀涂上一层防锈油并盖上防锈纸,在用外包装把铸铁平板盖好,防止在不注意的情况下对铸铁平板的工作台面造成损伤与磕碰。
5、铸铁平板应该安装在通风、干燥、恒温的环境中,远离热源,远离有腐蚀的气体和液体。
6、要对铸铁平板实行定期检测,检定周期要根据具体情况分为6-12个月。
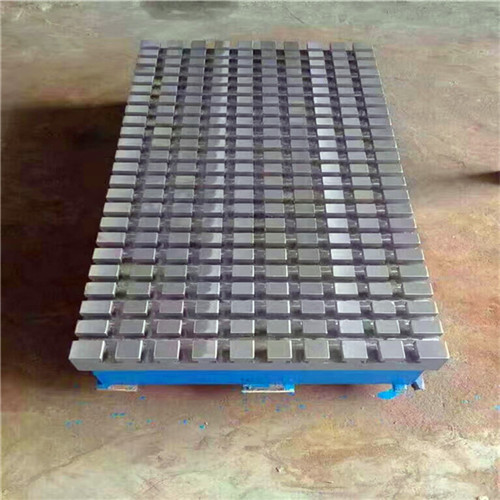 铸铁平台 检验平台\铆焊平板规格:10001000—30006000,(特殊规格根据需方图纸制作。)
铸铁平台 检验平台\铆焊平板规格:10001000—30006000,(特殊规格根据需方图纸制作。)
铸铁平台 检验平台\铆焊平板时上边一般会有孔,这种孔大概分为两种分别是气孔和缩孔,灰铁铸造的过程中气孔和缩孔在形成的过程中是不一样的,采用的控制方法也不同,气孔在成型中大概分为:型砂水分高、型砂的透气性能差、铸型的硬度高、型砂的微粉含量高、铸型的气体通量小、浇冒口设计不合理、树脂砂造型时树脂的用量大、树脂的质量差、浇铸速度快等。控制检验平台\攻丝机平台气孔与缩孔方法:是选择透气性能好的型砂、降低型砂的水分含量、降低型砂的微粉含量、降低铸型的硬度、加强铸型的透气性能、合理的设计浇冒口、合理的掌握树脂的用量、注意树脂的质量、降低浇铸速度、在不影响检验平台\T型槽平板铸件质量的情况下降低浇铸温度。