


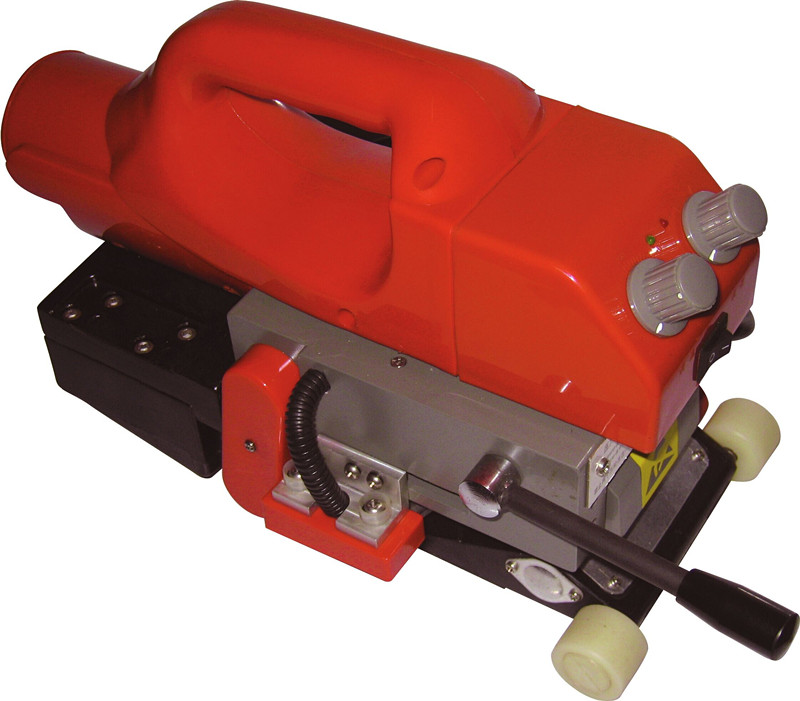
在土工膜的焊接中,我们通常使用TH型自动爬行式双轨焊机,该焊机温度控制部分采用自动恒温PID控制,控制精度高,温度波动小。速度控制部分采用脉宽调制自动稳压稳速电路;直流伺服电机驱动,输出力矩大,行走平稳。能在爬坡,垂直爬行及路面负载发生变化时保持速度恒定.
 在自动爬行式焊机无法焊接的位置,采用挤出焊机或热风焊枪焊接,其电机启动保护装置有效防止了挤压式焊机的低温启动,避免因误操作启动过载对焊机造成的损坏。通过预热热风和焊管的温度传感器电子温控器精确控制预热热风温度和焊接温度,温度和出料量实现连续可调,从而保证焊接质量和焊机的安全可靠运行。
在自动爬行式焊机无法焊接的位置,采用挤出焊机或热风焊枪焊接,其电机启动保护装置有效防止了挤压式焊机的低温启动,避免因误操作启动过载对焊机造成的损坏。通过预热热风和焊管的温度传感器电子温控器精确控制预热热风温度和焊接温度,温度和出料量实现连续可调,从而保证焊接质量和焊机的安全可靠运行。
土工膜焊接的两种方式:
A、热熔焊接HDPE土工膜:
土工膜膜块在焊接前必须重叠15cm,膜块必须调整好以使接缝尽量减少褶皱和成“鱼嘴”的可能。
B、挤出焊接HDPE土工膜
土工膜膜块焊接缝合应重叠7.5cm,缝合区域在缝合之前必须进行清理以确保该区域清洁且没有水、灰尘、垃圾或任何碎屑。
经纬土工膜焊接机防渗膜的焊接要求:
1、不论是生产性焊接还是试验性焊接,必须保持焊接的温度、速度、压力使焊接达到最佳效果;
2、每条焊缝应被检验,焊条必须保持清洁和干燥;
3、焊接边坡时,焊缝长度方向应沿坡度延伸,不能横穿。尽量减少边脚和零星膜的焊接;
4、 HDPE土工膜表面应清除油脂、水分、灰尘、垃圾和其他杂物;
5、在HDPE土工膜搭接处,应去掉皱折,当皱折大小于10厘米时,采用圆形或椭圆补丁,补丁大小应超出切口周边5厘米;
6、当环境温度和不利的天气条件严重影响HDPE土工膜焊接时,应停止作业;
7、应对焊接机定时保养,要经常清理焊接机设备中残留物。